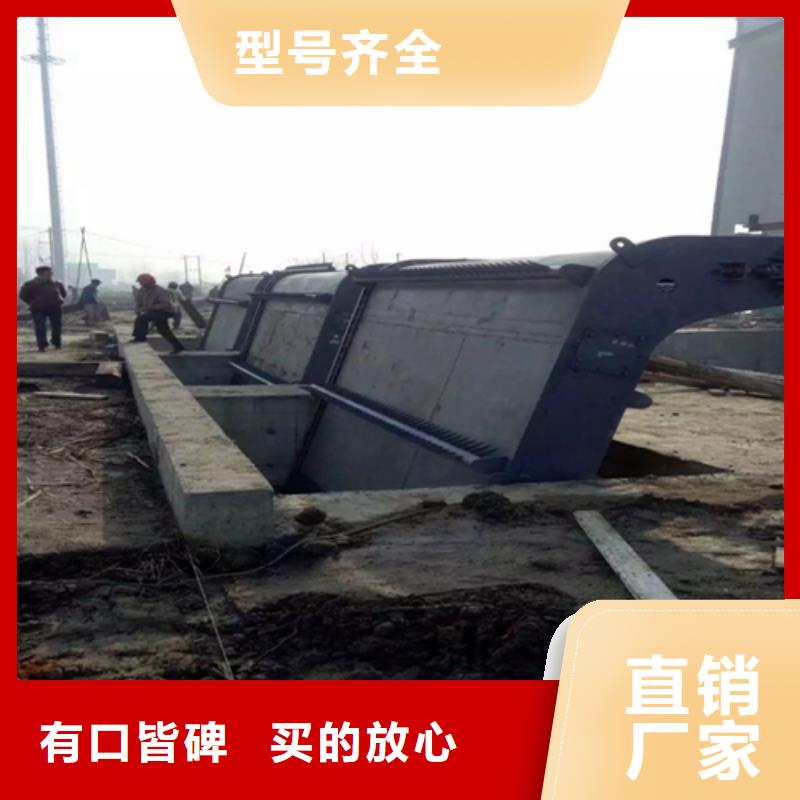
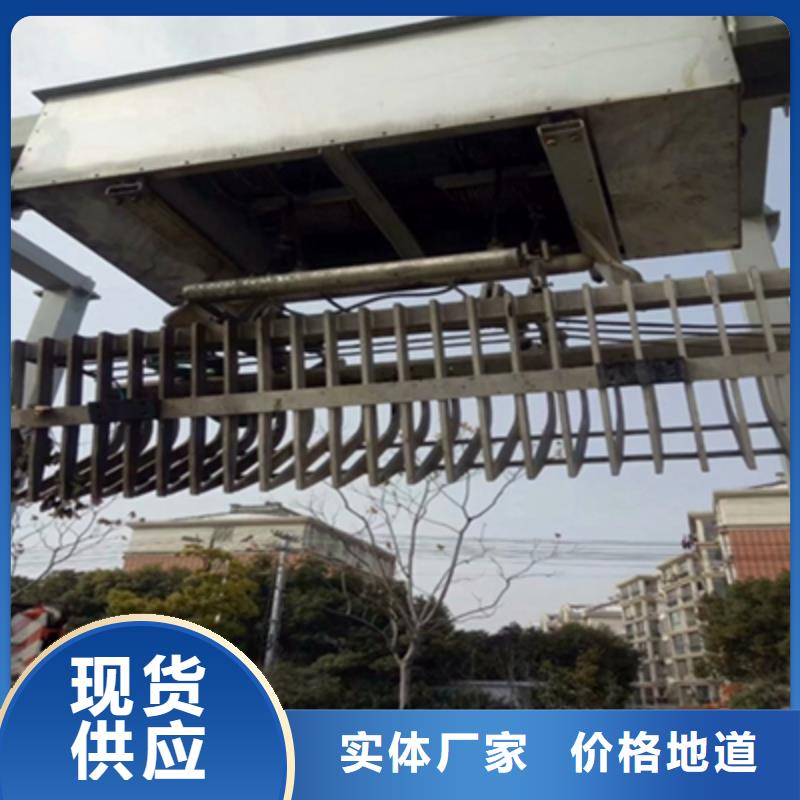
闸门启闭机厂家(康禹)水工机械厂生产的 武汉铸铁闸门、产品销往全国十多个省、市、自治区,由于质量高、服务好、价格低,受到广大消费者的一致好评。我们本着“诚信经营、不断创新、顾客至上”的经营理念,在生产销售各种规格的 武汉铸铁闸门、产品的同时还按照用户需求进行来图加工和来样加工,制造上述或其他产品。把企业着力打造成专业化程度高、服务好 武汉铸铁闸门、生产厂家。
技术支持:cnwbgg.com
首页
交谈





 扫一扫
扫一扫

【当地】清污机 启闭机闸门厂家细节决定成败")

【当地】清污机 启闭机闸门厂家细节决定成败")
【当地】清污机 启闭机闸门厂家细节决定成败")
【当地】清污机 启闭机闸门厂家细节决定成败")
【当地】清污机 启闭机闸门厂家细节决定成败")
【当地】清污机 启闭机闸门厂家细节决定成败")


